Are you still troubled by premature punch breakage, increased burrs, and frequent downtime for punch replacement? These issues often stem from poor initial punch design. We explain everything about the punch tooling design to you clearly—from material selection to clearance settings.
What is Punch Tooling Design?
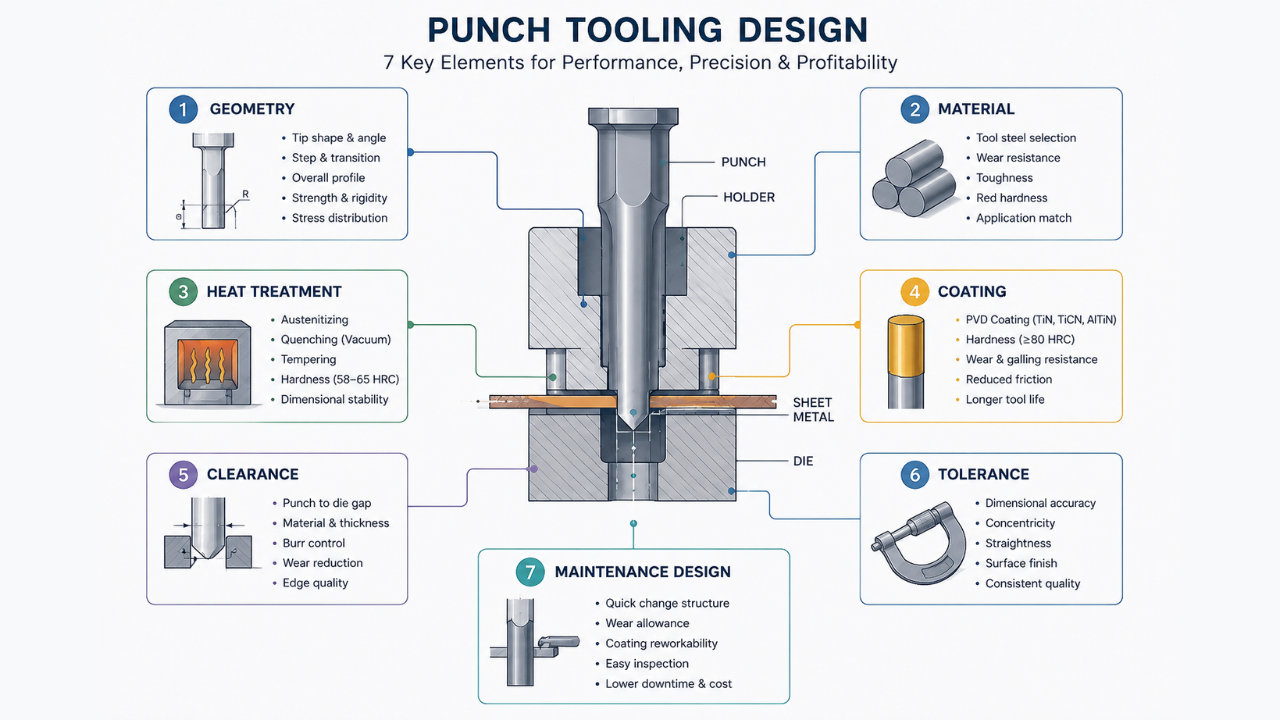
Punch tooling design determines the performance of your punch, its service life, and the quality of the parts it produces. It encompasses punch geometry, material selection, clearance design, heat treatment, surface treatment, manufacturing accuracy, and maintenance; it is a systematic engineering process that integrates these seven elements into a reliable component.
How Poor Punch Tooling Design Impacts Manufacturing?
Punch tooling design directly affects the tool life, part quality, production efficiency, and manufacturing costs. Even small design errors can lead to excessive burrs, dimensional inconsistency, and unexpected downtime.
Common design issues include:
1. Improper Punch Geometry
Poor punch geometry design can lead to stress concentrations, subsequently causing edge chipping, deflection, or premature fracture.
2. Incorrect Material Selection
Using unsuitable tool steel can cause accelerated wear, insufficient toughness, or reduced tool life, particularly when processing high-strength materials.
3. Improper Punch to Die Clearance
Incorrect clearance settings increase burr formation, accelerate wear, and adversely affect hole quality and dimensional accuracy.
Proper punch and die design ensures consistent clearance and longer tool life.
4. Heat Treatment Defects
Improper hardness or excessive brittleness resulting from heat treatment can lead to cracking, deformation, and unstable punch performance.
5. Lack of Surface Treatment
The use of unsuitable coatings makes the punch more susceptible to adhesive wear, galling, and built-up edge (BUE) formation.
6. Low Manufacturing Precision
Poor control over coaxiality and dimensions can lead to alignment errors, uneven clearances, and defects in the machined parts.
7. Lack of Maintenance Design
Failure to consider maintenance requirements during the design phase often results in increased operating costs and extended downtime.
Most of these issues can be avoided through suitable material selection, reasonable punch design, manufacturing process control, and preventive maintenance.
How Punch Tooling Design Affects Manufacturing
| Design Factor | Manufacturing Impact |
| Punch Geometry | Stress & Deflection Control |
| Material Selection | Total Tool Life |
| Clearance Design | Burr & Edge Quality |
| Heat Treatment | Toughness & Hardness Balance |
| Surface Treatment | Wear & Galling Resistance |
| Manufacturing Accuracy | Dimensional Consistency |
| Maintenance Design | Uptime & Cost per Hole |
Key Factors of Punch Tooling Design:
1. Shape Design

Designing the punch shape for a specific product is the top priority. You need to design carefully and consider the shape of the punch tip—standard flat, sheared, roof-type, or concave—depending on the desired objective, whether it is to reduce punching force, control scrap rebound, or eliminate noise.
The overall profile (stepped, tapered, or straight) must also be taken into account to ensure the punch resists bending and does not deform under load. Proper geometric design minimizes deflection, ensuring the punch penetrates the material smoothly without premature fracture.
2. Material Selection

Common materials used for custom punch tooling include M2, SKD11, DC53, SKH51, ASP23, ASP60, and tungsten carbide.
M2, SKH51, SKD11, and DC53 all provide an excellent balance of wear resistance and toughness for general applications; Tungsten carbide is better suited for environments with severe wear and high production volumes; however, due to the material’s inherent brittleness, it requires a vibration-free setup; the uniform microstructure of powder metallurgy tool steels (ASP23 and ASP60) performs exceptionally well under conditions of severe adhesive wear and impact.
Furthermore, the selected materials must not only withstand millions of cyclic impacts but also respond predictably to subsequent heat treatment.
3. Heat Treatment Design
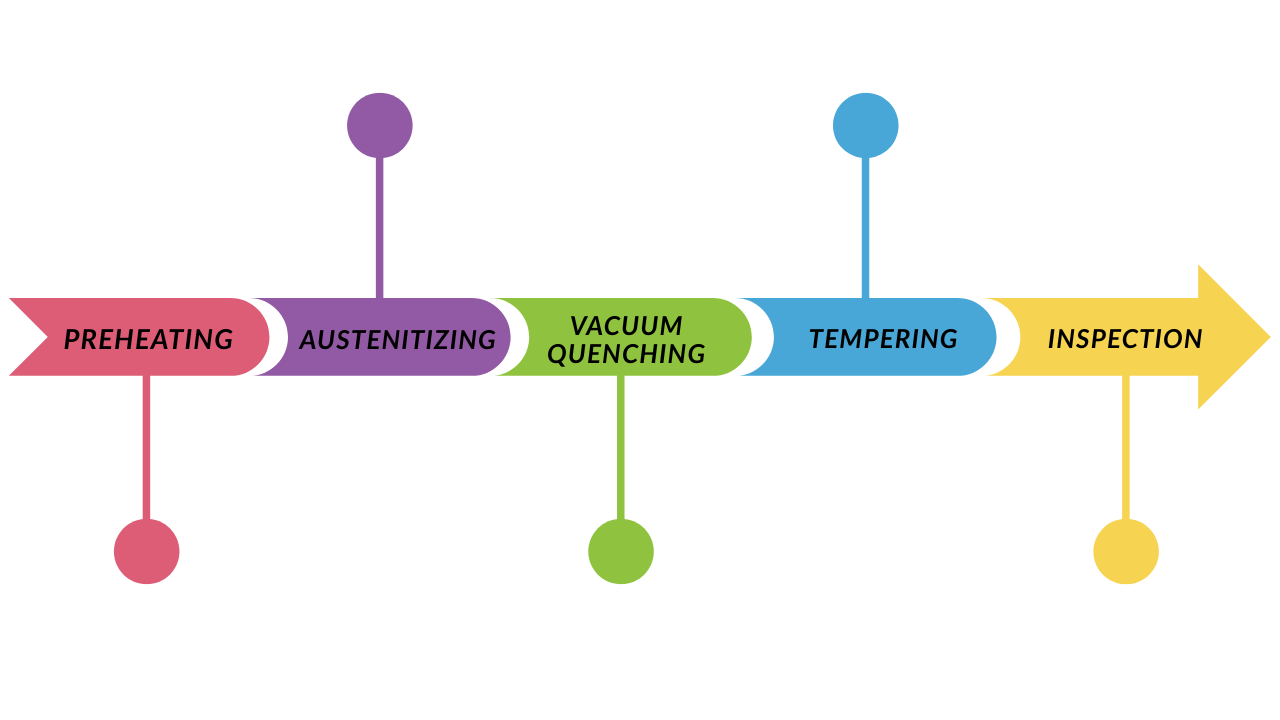
Heat treatment of punches unlocks the full potential of tool steel. Through preheating, austenitization, quenching, and multiple tempering cycles, the punches achieve the target hardness—typically between 58 and 65 HRC. This process must ensure a uniform hardness distribution throughout the punch to prevent deformation and cracking. For precision punch pins, even minute dimensional changes during the quenching process can result in the entire batch being scrapped; therefore, vacuum heat treatment using gas quenching is the preferred method for maintaining dimensional stability.
4. Coating Design

To reduce friction and adhesive wear, many punches undergo surface treatment. Coatings such as titanium nitride (TiN), titanium carbonitride (TiCN), or aluminum titanium nitride (AlTiN) form a hard ceramic protective layer on the punch surface.
With this surface treatment process, these coatings can provide surface hardness exceeding 80 HRC or higher, it allows your punch to operate without heavy oil lubrication and prevents sheet metal from sticking to the punch tip. In deep drawing or high-strength blanking operations, the correct surface treatment determines whether the punch’s service life will be in the thousands or tens of thousands of cycles.
5. Punch Clearance Design
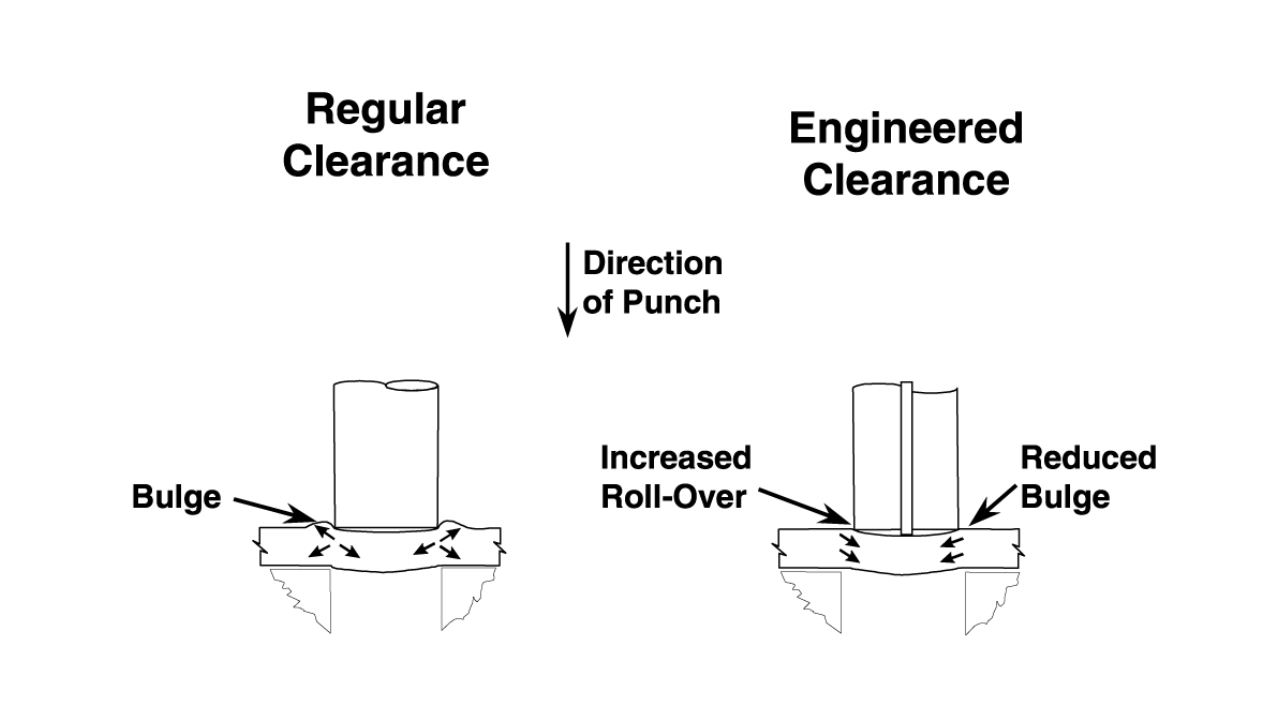
The punching clearance is the most important factor affecting punch quality and die life. It depends primarily on the material and thickness of the sheet being punched, rather than the punch material itself. However, different punch materials have varying levels of toughness and resistance to chipping, which also directly influence the selection of the clearance. Taking the punching of medium-strength low-carbon steel as an example, the figure below shows the recommended one-sided clearance ranges for different materials.
| Material (Tool Steel) | Recommended Clearance (per side, % of stock thickness) | Notes |
| M2 (Conventional HSS) | 5.0% – 7.0% | General-purpose baseline; moderate toughness |
| SKD11 (Conventional cold work steel) | 5.5% – 7.5% | High wear resistance but lower toughness; clearance should be slightly larger |
| DC53 (Improved cold work steel) | 5.0% – 7.0% | Higher toughness than SKD11; clearance comparable to M2 |
| SKH51 (Conventional HSS) | 5.0% – 7.0% | Similar to M2; a commonly used punch material |
| ASP23 (Powder metallurgy HSS) | 4.5% – 6.5% | High toughness allows smaller clearance for improved edge quality |
| ASP60 (Powder metallurgy HSS) | 4.5% – 6.5% | Ultra-high wear resistance with toughness superior to conventional steels; clearance can be at the lower end |
| Tungsten Carbide (Cemented carbide) | 8.0% – 12.0% | Extremely hard but brittle; clearance must be increased to prevent edge chipping |
6. Tolerance Design

Dimensional tolerances are the embodiment of the design. We employ advanced grinding, wire-cut EDM, and lapping processes to ensure that tolerances for punch diameter, tip, surface finish, and other parameters match those specified in the CAD drawings.
Strict tolerance control ensures that the design clearance remains uniform and consistent around the entire cutting perimeter, preventing misalignment caused by uneven force distribution. Without strict manufacturing precision, even the best design will result in substandard parts.
7. Maintenance Design
Maintenance is a critical factor that must be considered upfront. For example, a standardized clamping design can speed up replacement, reduce downtime, and improve productivity; allowing for sufficient grinding allowance before designing the punch geometry ensures that original punching performance can be restored even after multiple grinding cycles.
During the design phase, selecting a PVD coating with strong adhesion to the punch base material allows for stripping and re-coating toward the end of the punch’s service life, thereby significantly extending its service cycle.
Therefore, maintenance should not be treated as a remedial measure after delivery, but rather as a core element that must be considered in advance during the design phase to ensure the punch maintains consistent punching quality and cost-effectiveness.
Punch Material Selection Matrix
| Material | Wear Resistance | Toughness | Cost | Best For |
| SKD11 | ★★★ | ★★★ | $ | General Stamping |
| DC53 | ★★★★ | ★★★★ | $$ | Precision Parts |
| SKH51 | ★★★★ | ★★★★ | $$ | High-Speed Production |
| ASP23 | ★★★★★ | ★★★★★ | $$$ | Connector Industry |
| Carbide | ★★★★★★ | ★★ | $$$$ | Ultra-High Volume |
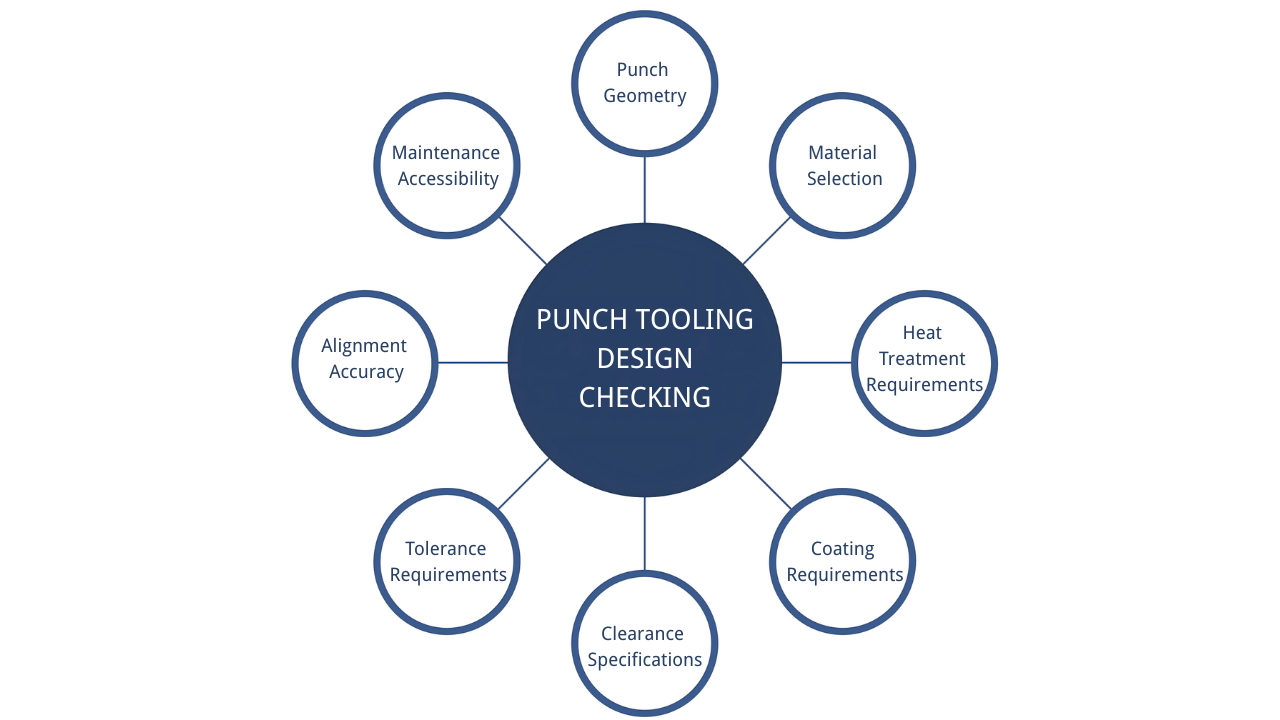
Punch Tooling Design Checklist for You
Please check the following before releasing the stamping die production design:
How to Design Punch Tooling for Specialized Applications
Custom punch tooling shapes include D-shaped punches, hexagonal punches, oval punches, multi-step punches, forming punches, and carbide punches, which are widely used in automotive stamping, connector manufacturing, medical device components, and the electronics industry.
1. Automotive Stamping
The automotive industry predominantly uses high-strength steel sheets and high-speed continuous production, which places stringent demands on punch corner resistance and wear resistance.
Typically, SKH51—which offers balanced toughness—or cemented carbide, which provides a longer service life, is selected. These are used in combination with forming punches and specialized cemented-carbide punches to ensure consistent, stable punching performance over the long term.
2. Connector Manufacturing
In the production of connectors requiring ultra-high-precision pitch and densely packed micro-holes, punch edge wear can lead to significant burr formation; the powder metallurgy steel ASP23 offers superior edge stability, providing greater wear resistance than standard cemented carbides.
D-shaped, elliptical, and multi-stepped designs are utilized to achieve the cutting of non-standard profiles.
3. Medical Devices
When blanking stainless steel medical components, it is essential to ensure a superior surface finish while preventing material adhesion to the cutting edge. In such cases, DC53—renowned for its excellent toughness—or ASP23—which offers superior coating adhesion and edge retention—are ideal choices.
When paired with forming and hexagonal punches, these materials enable the precision forming of parts with complex profiles.
4. Electronics Industry
As electronic products and their components become increasingly miniaturized, precision tolerances and burr control are critical during manufacturing. You face a choice between the proven reliability of SKH51 and the superior, long-lasting edge stability of ASP23.
D-shaped, hexagonal, and multi-stepped punches enable the precise production of various tiny, complex cross-sections during high-frequency stamping operations.
How to Choose the Right Punch Tooling Supplier

A reliable supplier must not only deliver custom-machined parts but also provide engineering support, complete material traceability, in-house heat treatment, precision manufacturing with tolerances as tight as ±0.002 mm, and rigorous inspection. It must also be capable of handling both OEM and ODM orders with low minimum order quantities (MOQs); fast turnaround times (3–7 days) and the ability to produce custom parts based on your drawings are equally important.
Common Issues and Solutions in Punch Tooling Design
When your punches frequently break, their service life is abnormally short, or burrs suddenly increase, these issues almost invariably stem from oversights during the initial punch design phase.
1. Why Do Punches Chip or Break?
If your punch exhibits edge chipping or breakage, prioritize checking the following three factors:
- Material toughness: High-carbon, high-chromium steels are highly prone to edge chipping under high-speed blanking or vibration conditions; powder metallurgy steels or high-speed steels with superior toughness are often safer choices.
- Geometric design: For slender punches, a lack of stepped transitions or head chamfers leads to stress concentrations that directly cause breakage.
- Alignment accuracy: If the punch and die are not concentric, unilateral loading increases exponentially, making edge chipping inevitable.
Solutions: Select materials suited to the impact conditions during the design phase; optimize punch transition radii and guiding structures; and ensure precise alignment between the clamping system and the mold plate guide bushings.
2. Why Do Punches Wear Out Too Quickly?
Excessive punch wear: Rapid dulling of the cutting edge stems from multiple factors. Insufficient core hardness leads to edge collapse; incorrect coating selection or poor coating adhesion causes premature peeling of the protective surface layer; and excessively tight clearances trigger severe friction—all of which result in significant wear. Adhesive wear increases exponentially, particularly when blanking stainless steel or high-strength steel.
HTX Solutions: Optimize the balance between hardness and toughness through vacuum heat treatment; select the appropriate PVD coating based on sheet material characteristics; and readjust the blanking clearance to prevent friction caused by an overly tight fit.
3. Why Do Burrs Increase During Stamping?
If burrs suddenly increase, the primary step is to check the blanking clearance; excessive clearance causes the material to tear, while insufficient or uneven clearance (on one side) leads to rollover burrs. A dull or micro-chipped cutting edge is also a direct cause of batch burr formation, as it compromises the clean shear surface. Additionally, misalignment between the punch and the die directly worsens the clearance on one side.
Solutions: Optimize the design clearance and ensure manufacturing precision; regularly inspect the condition of the cutting edges; and ensure accurate die alignment.
4. Why Does Hole Accuracy Become Unstable?
Unstable hole dimension accuracy: When inconsistencies in hole location or diameter arise during mass production, the manufacturing precision and concentricity of the punch should be the primary factors to check. A more common, less obvious cause is misalignment, resulting in positional deviations each time the punch enters the die. For thin materials or micro-holes, punch deformation due to insufficient rigidity can also lead to hole location shifts.
Solution: Control punch dimensions and concentricity to micron-level precision; calibrate the die guidance system; and employ a high-rigidity punch structural design.
FAQ.
When should I replace the standard punch with a custom punch design?
Most of the production run begins with standard punches, but custom designs are the best choice for non-standard hole shapes, tight tolerances, high-volume production, and difficult-to-machine materials. You should choose the custom punch design when it can not meet the quality and requirements.
What should I provide when requesting a quote for a punch design?
In order to get the exact quote and recommendation design, please provide the following: CAD drawing or real sample, workpiece material, material thickness, required tolerance, expected volume, and surface requirement.
How does production volume affect punch design?
Production volume directly influences the choice of materials, heat treatment, coatings, and geometric design. Low-volume projects prioritize cost control, whereas high-volume projects demand superior wear resistance, extended tool life, and longer maintenance intervals. Your planned production volume fundamentally determines the technical specifications of the tool design.
Final Thoughts
If you are seeking precision-engineered components, HTX invites you to explore our range of punch pins, carbide punches, custom punches, guide pillars, and guide bushings to support your next tooling project.

