
What is a Shoulder Ejector Pin?
Compared to straight ejector pins, stepped ejector pins provide superior guiding stability in molds involving long-stroke movements or subject to unstable lateral loads. It is used to maintain controlled linear motion during mold ejection—not only to eject parts but also to ensure precise motion control within the mold system.
Shoulders help stabilize axial movement and reduce lateral loads during the ejection process, making them particularly suitable for applications involving long strokes or eccentric ejection. Standard (shoulderless) ejector pins cannot achieve these functions; they suffer from issues such as unstable lateral loads, the risk of bending, and inconsistent guidance—all of which lead to excessive wear, unstable ejection, and reduced mold reliability.
For this very reason, shoulder ejector pins are frequently used in high-precision molds and in applications involving unstable lateral loads. They eliminate the shortcomings of straight ejector pins by resisting lateral forces, distributing axial loads through the shoulder, and ensuring repeatable linear motion over millions of cycles. In the mold operation, the shoulder helps mitigate motion instability and enhances guidance consistency throughout repetitive cycling processes.
Engineering Applications of HTX Shouldered Ejector Pins

Shouldered ejector pins can absorb eccentric forces; the shoulder withstands impact loads, enhances bending strength, and prevents shaft deflection during repeated high-speed stamping cycles.

Maintain controlled, stable linear motion at high cycle rates, reducing heat generated by high-speed friction and fatigue failure.

The shoulder guide design ensures positioning repeatability without radial runout; micron-level concentricity and straightness are critical for pins with micro-diameters.

The shoulder structure helps reduce lateral friction and galling during the ejection process, making it particularly suitable for molds utilizing sticky resins, enabling low-friction, smooth ejection even with sticky resins.
Surface Treatment Solutions for Long Pin Life
By subjecting the product surface to the following processes, we can effectively reduce the coefficient of friction, prevent seizing (galling), and extend the product’s service life:
- Surface Nitriding Treatment (HV800) — Effectively prevents seizing phenomena and significantly enhances the surface hardness of the pins.
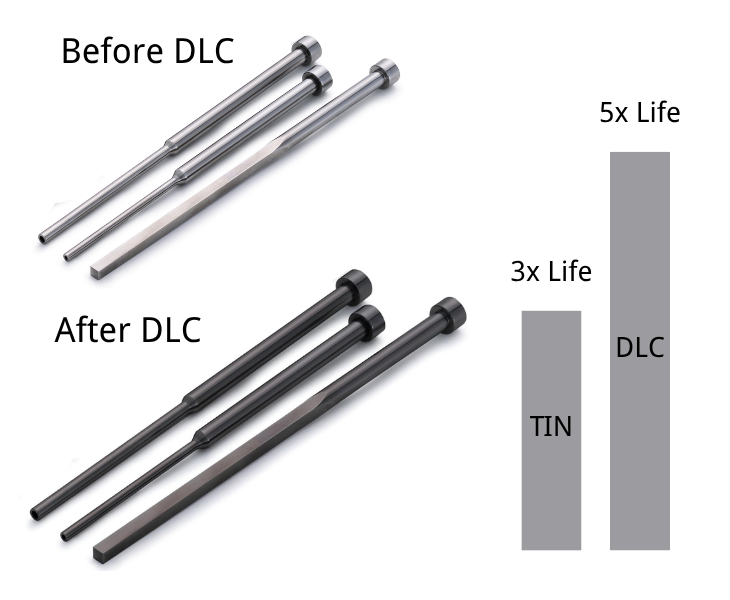
- TiN / TiCN / DLC Coatings — Characterized by an extremely low coefficient of friction and exceptional wear resistance, making them the ideal choice for long-cycle, continuous production environments. It will be 3x life for TiN, and 5x life for DLC.
From the professional analysis of technical drawings to precision manufacturing, precise heat treatment, and advanced surface coating processes—HTX is dedicated to providing you with customized and OEM-based Shoulder Ejector Pins, offering a complete suite of precision guiding and load control solutions for your mold systems.
Precision Manufacturing for Custom Shoulder Ejector Pins.


For custom-made shoulder ejector pins, stable concentricity and step precision are of far greater importance than mere standard machining. It covers the geometry of the shoulder, concentricity, hardness, and surface roughness—all of which are crucial for ensuring stable mould operation and extending service life. Our manufacturing process combines precision grinding, heat treatment, dimensional inspection, and dimensional inspection to ensure that every component meets the precise guidance and load requirements of your specific mould system in practical operation.
Customization Capabilities from HTX
HTX offers a selection of standard shoulder ejector pins, but our true strength lies in “geometric solutions”—optimized based on actual mold movement and load conditions, and wear environments within your mold system.
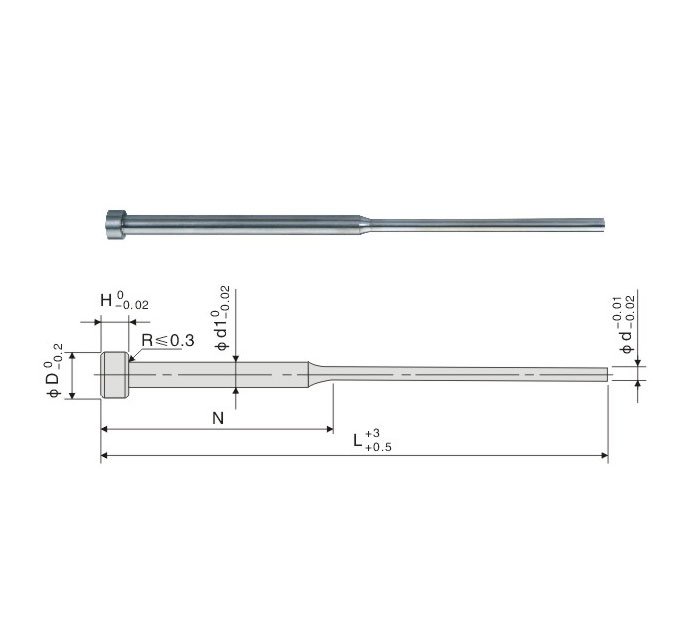
We offer 1:1 customization based on your drawings. Customizable parameters include: shoulder diameter, shoulder height, tip geometry, shank length, step transition radius, and concentricity (≤0.01 mm). As a critical geometric component, every dimension of the shoulder ejector pin directly affects positioning accuracy, guiding stability, and load transfer efficiency.
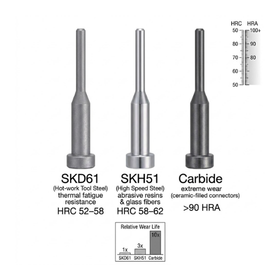
- H13 / SKD61 — Designed specifically for high-cycle molds, offering exceptional resistance to thermal fatigue.
- SKH51 (High-Speed Steel) — Designed specifically for materials containing abrasive resins or glass fibers, offering superior wear resistance.
- Carbide — Designed for extreme wear environments (e.g., injection molding of connector products containing ceramic fillers).
Engineering Parameters for Shoulder Ejector Pin Selection
- Solution
- Tolerance
- Material
| Failure | Root Cause (Engineering Mismatch) | HTX Solution |
| Ejector Pin Bending | Excessive lateral load + Insufficient guide support | Customized shoulder geometry; optimized guide clearance |
| Wear | Improper material selection or insufficient surface hardness | Manufactured from SKH51 material with nitriding treatment (Hardness: HV800), suitable for long-term continuous production |
| Misalignment | Improper fit tolerance between ejector pin and mold plate | Precision-ground shoulder face; concentricity ≤ 0.01 mm |
| Scuffing / Galling | Suboptimal heat treatment process + Improper radial clearance setting | Vacuum heat treatment + DLC coating + Fit clearance: 0.008–0.02 mm |
| Fracture | Poorly designed ejector pin shoulder geometry | Rounded fillet design at the shoulder transition |
| Shaft diameter (mm) | Recommended shaft tolerance (h6/h7) | Radial clearance (mm) |
| 1.0 – 3.0 | h6 (-0 / -0.008) | 0.008 – 0.015 |
| 3.0 – 6.0 | h6 (-0 / -0.012) | 0.010 – 0.020 |
| 6.0 – 12.0 | h7 (-0 / -0.018) | 0.015 – 0.025 |
| >12.0 | h7 (-0 / -0.022) | 0.020 – 0.030 |
| Material | Hardness (HRC) | Wear resistance | Toughness | Best for |
| SKD61 (H13) | 52‑58 | Medium | High | General molds, ≤1M cycles |
| SKH51 (HSS) | 58‑62 | High | Medium | Long runs, glass‑filled resins |
| Carbide (WC+Co) | >90 HRA | Very high | Low | Extreme abrasion, micro pins |
The function of a standard ejector pin is solely to push the workpiece out; it is responsible only for axial thrust. A shoulder ejector pin, on the other hand, maintains controlled axial movement during the ejection cycle—it serves to limit travel and provide guidance, while simultaneously absorbing lateral loads. Standard ejector pins primarily provide ejection thrust; the shoulder ejector pins not only enhance guidance stability but also reduce lateral loads during the ejection process.
Yes, provided that the stepped structure is designed appropriately. In applications where the length-to-diameter ratio exceeds 8, or in scenarios involving eccentric ejection, stepped ejector pins can reduce the risk of bending by over 70% compared to straight-body pins; the stepped structure effectively distributes both the guiding forces and the ejection forces.
For standard custom dimensions (common diameters, SKD61/SKH51 materials, h6 tolerance), the MOQ is as low as 10–20 pieces. For highly specialized designs (unique shoulder geometries, carbide materials, or special coatings), the MOQ starts at 50 pieces. Additionally, we accept sample orders—the cost of samples can be credited toward your subsequent bulk production orders.
Yes. Due to practical constraints, many clients are only able to provide sketches or hand-drawn diagrams—including key dimensions—when submitting an inquiry. HTX can assist you in completing these drawings; our professional engineers will incorporate technical specifications—such as tolerances, concentricity requirements, chamfer details, and surface finishes—in accordance with industry standards. We will always send the finalized drawings to you for confirmation and approval before commencing production.
- Standard Customization (SKD61 material, uncoated, batch size ≤ 200 units) → 10–15 business days.
- Expedited Orders (SKH51 material; nitrided or coated) → 7–10 days (subject to an expedited service fee).
- Extra-Large Batches (> 1000 units) or Special Materials (Carbide/Tungsten Steel) → 20–25 days.
HTX is equipped with fully-featured vacuum heat treatment furnaces and a precision CNC grinding workshop, allowing us to save 3–5 days on production scheduling. We are able to completely eliminate delivery delays often caused by outsourcing processing to external vendors.
- Standard Tolerances: Shaft outer diameter ±0.005 mm (h6), shaft shoulder thickness ±0.02 mm, and concentricity ≤0.02 mm.
- High-Precision Option: For micro-pins (diameter < 1 mm) or optical molds, we can achieve a diameter tolerance of ±0.002 mm and a concentricity of ≤0.005 mm.
All products undergo 100% inspection, and traceable inspection reports are available upon request.
This is because the cavity layout, guiding system, clearance tolerances, and ejection stroke vary uniquely for every mold. Standard shoulder ejector pins cannot accommodate these variables, which may result in inconsistent shoulder heights, poor concentricity, or even bending and breakage. Consequently, customization is not merely an option, but a necessary engineering requirement to ensure stable and reliable ejection performance.





